CENWIN NVM-911 | 世文 射出成型機專用真空抽模設備

世文CENWIN 真空抽模設備特色





• 低於70dB
• 附台車移動方便
• 高效率冷卻器,油溫不昇高
• 採用進口真空泵浦,運行平穩,故障率低
• 電器控制箱人性化介面,操作、維護便利
世文CENWIN 真空抽模設備規格
| 型號 | NVM-911 |
| 輸入電源 | 三相AC 220V 50/60Hz |
| 馬力[KW] | 1.5 (50Hz)/1.8(60Hz) |
| 抽取速度[L/min] | 900(50Hz)/1066(60Hz) |
| 抽取真空度[mmHg] | -757.5 |
| 噪音值[dB] | 60(50Hz)/64(60Hz) |
| 尺寸[mm] | 約750x400x1190(LxWxH) |
| 重量[kg] | 130 |
| 適用成形機 | 200t以下 |
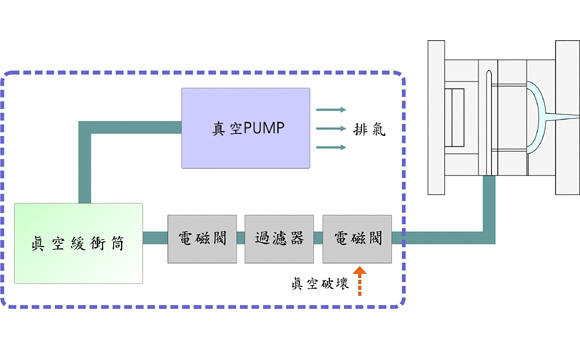
世文CENWIN 真空抽模設備作動圖