KURODA ww Tool holder | 文威 刀柄 AT1系列

完美的錐度表現-AT1 AT(Angle Tolerance)為ISO 1947 對錐度精度等級之規定
• 圓錐體的優缺點
圓錐的配合主要為求心性良好,在圓錐配合過程,內錐體、外錐體在軸向的作用下能自動求心對中,能保證內外圓錐體在同一的軸線上,而且能夠快速拆裝。缺點是結構較複雜,互換性的參數比較多,加工及量測也比較困難,應用不如圓柱配合廣泛。
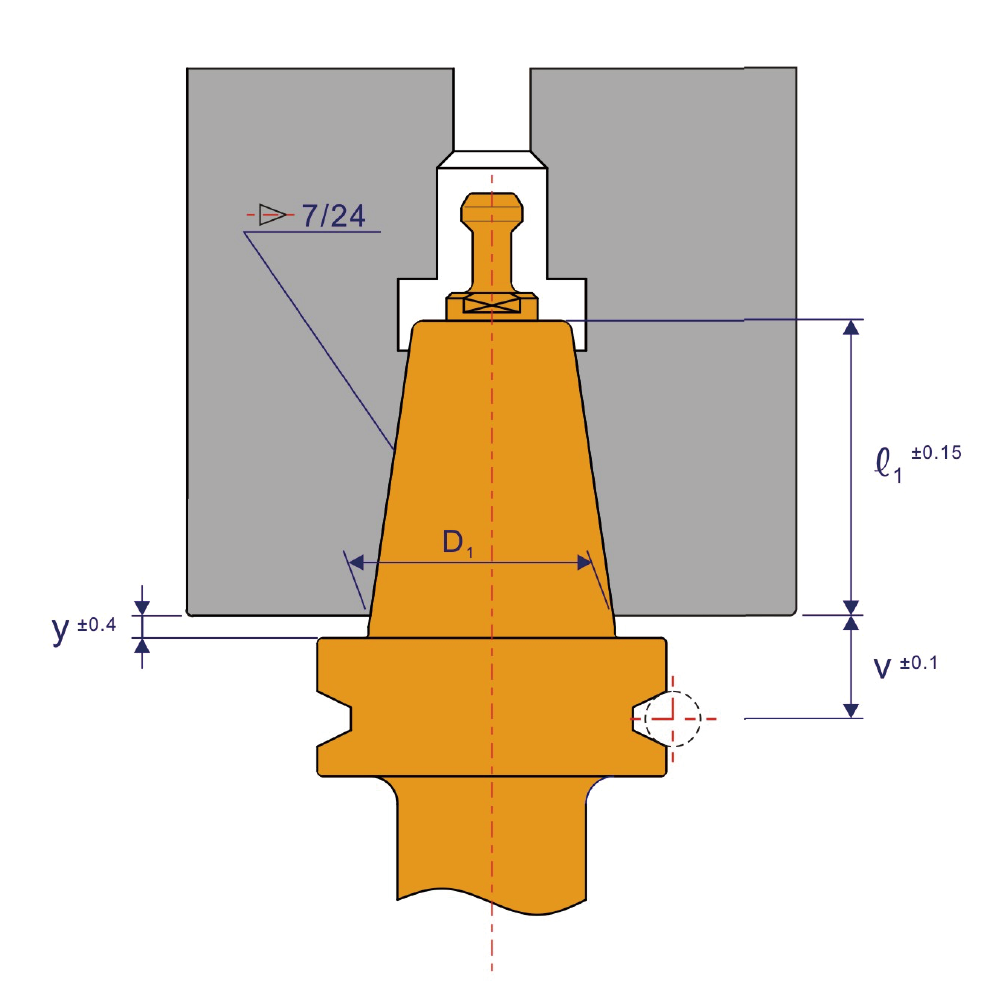
• 刀柄圓錐體的參數
為了保證刀柄的互換性和使用要求,通過各式工具機及精密磨床對刀柄圓錐體的加工及研磨,確保刀柄圓錐體與主軸內孔有良好的自鎖性及密封性,同時符合圓錐體的公差。
• 錐柄精度對刀具切削的影響
刀柄的首要功能必須傳遞主軸的扭矩,為了保證主軸可以傳達較高扭矩以及切削剛性,錐柄與主軸內孔的接觸面積越大越好。一般以接觸85%以上為標準。
• 錐度的AT精度等級
錐度AT精度等級,為對錐度角誤差進行規範。ISO並未對刀柄做出等級的規定。唯等級數字越小,代表錐度角容許誤差越小。
<附表為錐度公差>
| 依圓錐長度L區分 mm |
錐度公差等級 | |||||||||
| AT1 | AT2 | AT3 | ||||||||
| ATα | ATD | ATα | ATD | ATα | ATD | |||||
| 超過 | 低於 | µrad | 秒 | µm | µrad | 秒 | µm | µrad | 秒 | µm |
| 6 | 10 | 50 | 10" | 0.3~0.5 | 80 | 16" | 0.5~0.8 | 125 | 26" | 0.8~1.3 |
| 10 | 16 | 40 | 8" | 0.4~0.6 | 63 | 13" | 0.6~1 | 100 | 21" | 1~1.6 |
| 16 | 25 | 31.5 | 6" | 0.5~0.8 | 50 | 10" | 0.8~1.3 | 80 | 16" | 1.3~2 |
| 25 | 40 | 25 | 5" | 0.6~1 | 40 | 8" | 1~1.6 | 63 | 13" | 1.6~2.5 |
| 40 | 63 | 20 | 4" | 0.8~1.3 | 31.5 | 6" | 1.3~2 | 50 | 10" | 2~3.2 |
| 63 | 100 | 16 | 3" | 1~1.6 | 25 | 5" | 1.6~2.5 | 40 | 8" | 2.5~4 |
| 100 | 160 | 12.5 | 2.5" | 1.3~2 | 20 | 4" | 2~3.2 | 31.5 | 6" | 3.2~5 |
| 160 | 250 | 10 | 2" | 1.6~2.5 | 16 | 3" | 2.5~4 | 25 | 5" | 4~6.3 |
| 250 | 400 | 8 | 1.5" | 2~3.2 | 12.5 | 2.5" | 3.2~5 | 20 | 4" | 5~8 |
| 400 | 630 | 6.3 | 1" | 2.5~4 | 10 | 2" | 4~6.3 | 16 | 3" | 6.3~10 |
• AT精度值的換算公式:
ATD = ATα x L x 103
ATα:錐度角度公差(µrad)
ATD:以長度單位表示的錐度角度公差(µm),等於該長度下容許的錐度直徑變化量。
| 型式 | 錐體長度(mm) | AT1 | AT2 | AT3 |
| NT30 | 48.4 | 0.97 | 1.52 | 2.42 |
| NT40 | 65.4 | 1.05 | 1.64 | 2.62 |
| NT50 | 101.8 | 1.27 | 2.04 | 3.21 |
以文威KURODAww BTB40刀柄錐度長度L=65.4mm,查表得知AT1、AT2、AT3最大錐度角公差(允許的直徑變化量)分別為表中所示。
• 製造錐柄的角度單向公差
製造錐柄精度較高的刀柄是廠家至高任務外,同時必須控制錐柄的單向精度公差,避免刀柄圓錐的小端先接觸主軸內孔,確保刀具系統的穩定性。
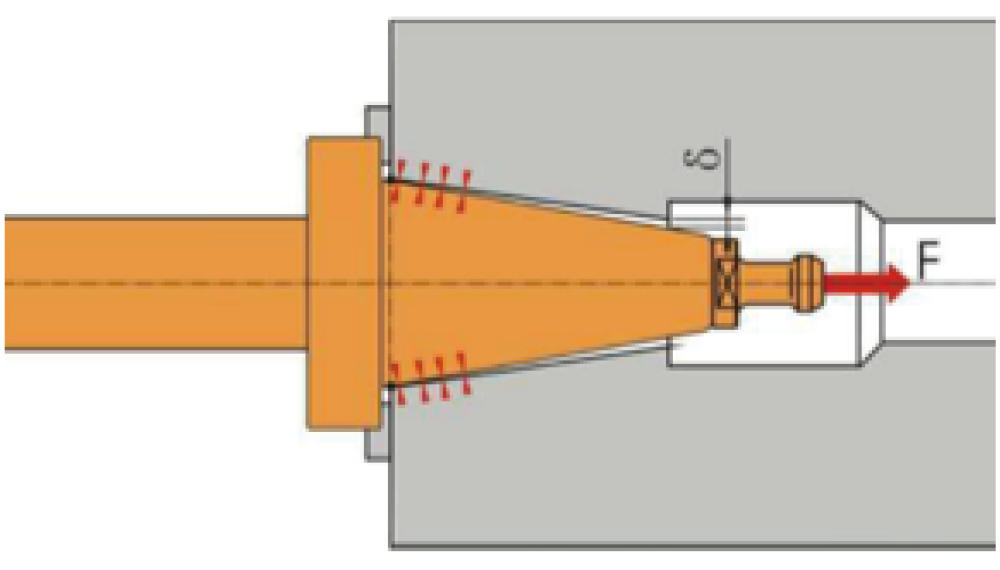
▲ 刀柄的大端與主軸內孔先接觸屬於較穩定系統。
• 刀柄錐度的檢驗法
常用的刀柄錐度檢驗為塗色法,檢驗錐體大端開始起算的貼合百分比,也檢驗錐體截面的真圓度。

文威 KURODA ww
• 刀柄的靈魂
刀柄是作為機床與刀具的介面,是為了維持工具機品質與刀具品質的重要因素,而刀柄精度的好壞取決於錐柄精度,所以錐柄精度可以當成是刀柄的靈魂。
• 黑田精工錐度規
日本國家標準局的BTB錐度規標準原器,由黑田精工代為保管。所有錐度規的複製、製造與校正,均以此標準原器做為標準來比較。因此黑田精工所出售的錐度規具有無比公信力,錐度規與錐度規之間的變異極小,並可互換。

• 黑田精工獨有的檢具
大量生產的過程,運用黑田精工獨自開發結合錐度規與空氣量規的檢具,確保生產出黑田精工獨一無二的刀柄。


文威工廠 WinWell Factory
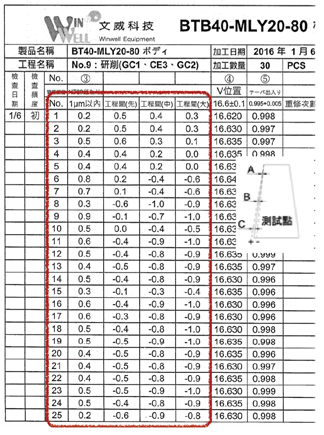
• AT1精度等級
量產過程中針對錐柄精度施以全檢取得之數據,文威KURODAww BTB40的大、中、小端真圓度均在1µm以內,大端尺寸均大於小端尺寸,確保了刀柄與主軸發生大端接觸的穩定系統。
• 使用進口鋼材
唯一使用日本進口鎳鉻鉬結構合金鋼,確保刀柄強大的韌性,以及經年使用不會變形。
• 文威KURODAww刀柄根基在於錐柄精度
樹木要有穩固的根基才能茁壯,刀柄的核心技術就在錐柄精度。